
Лазерная центровка валов с помощью высокоточных измерительных систем с использованием калиброванного подкладочного материала — это процесс коррекции положения осей вращающихся элементов механизма относительно друг друга в соответствии с требуемыми нормами и допусками.
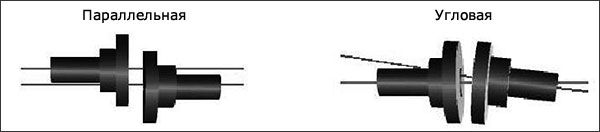
Агрегат регулируется в вертикальной и горизонтальной плоскостях. Несоосность может быть параллельной, угловой, или комбинацией обеих.
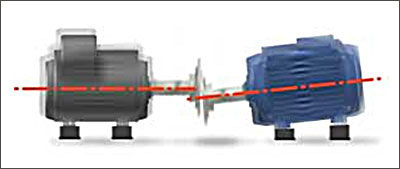
Положение осей элементов механизма до лазерной центровки:
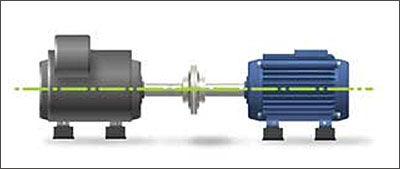
Положение осей элементов механизма после лазерной центровки:
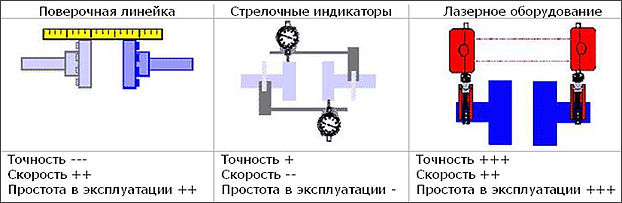
Для центровки валов могут использоваться следующие инструменты:
Работа оборудования с несоосностью валов может привести к:
- повышенному уровню вибрации и шума агрегата
- увеличению сил трения и, следовательно, повышению энергопотребления
- нагреву подшипников
- вытеканию смазки
- повреждению несущих конструкций, обрыву анкерных болтов
- преждевременному выходу из строя муфтового соединения, подшипниковых узлов, корпусных сальниковых уплотнений
- выпуску некачественной продукции
- аварийному останову механизма, линии, завода
- незапланированному простою предприятия.
Проведение работ по лазерной центровке валов включает в себя:
1. Сбор и анализ технической информации об оборудовании:
- наименование и технологический номер агрегатов
- кинематическая схема агрегатов
- номинальная скорость вращения роторов агрегатов
- наличие ограничений для установки измерительной системы
- допуски по несоосности от производителя оборудования
2. Проведение замеров на оборудовании (определение величин несоосности):
- установка измерительных модулей, выбор метода замера и проведение измерений в различных направлениях
- проверка наличия механической незакрепленности («мягкой лапы»)
- определение величин несоосности
- общая оценка результатов замеров
- принятие решения о проведении центровки.
3. Проведение центровки валов:
- определение величины угловой несоосности и параллельного смещения валов
- определение наличия механической незакрепленности («мягкой лапы»)
- устранение механической незакрепленности («мягкой лапы»)
- регулировка положения агрегатов в вертикальном направлении до получения значений угловой несоосности и параллельного смещения в пределах требуемых допусков
- регулировка положения агрегатов в горизонтальном направлении до получения значений угловой несоосности и параллельного смещения в пределах требуемых допусков
- проведение повторного замера для подтверждения результата.
4. Составление отчета:
- обозначение цели работ
- краткое описание процесса выполненных работ
- подготовка и предоставление графического материала (фотографии, схемы взаиморасположения агрегатов)
- приведение численных результатов проведения центровки
- предоставление заключения по выполненным работам
- выработка рекомендаций
- заверка отчета печатью и подписями исполнителей работ.