
Точная выверка шкивов с использованием лазерных измерительных систем — это процесс коррекции шкивов ременного привода механизма относительно друг друга в соответствии с требуемыми нормами и допусками.
Основная причина отказов ременных передач — несоосность шкивов. Несоосность шкивов ременного привода влечет собой повышенный износ шкивов и ремней, вследствие этого происходит повышение уровня вибрации и шума. Все это приводит к преждевременному выходу из строя подшипниковых узлов, ремней и внеплановому останову машины.
Агрегат регулируется в вертикальной и горизонтальной плоскостях.
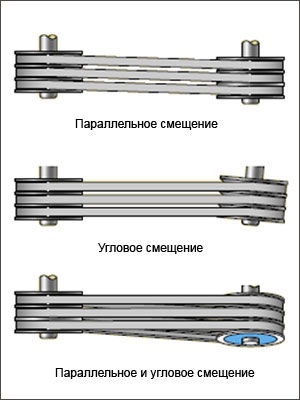
Несоосность шкивов может быть параллельной, угловой, или комбинацией обеих:
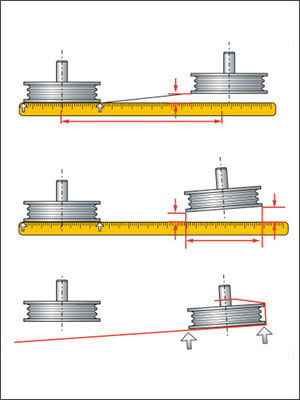
Традиционный метод выверки шкивов получил наиболее широкое применение и основывается на визуальной оценке с использованием поверочной линейки и/или натянутой струны.
Для выверки шкивов ременных передач, по сравнению с традиционным методом выверки, лазерное оборудование позволяет проводить центровку более быстро и точно.
Оборудование для лазерной выверки шкивов можно разделить на две категории, исходя из принципа действия: выверка шкивов по торцам и выверка шкивов по ручьям.
После проведения выверки шкивов необходимо провести натяжение ремней с требуемым усилием. Для каждого профиля ремня существует строго определенное значение усилия натяжения.
При недостаточном натяжении ремней происходит их проскальзывание, что приводит к снижению срока службы ремней на 70%, повышенному износу шкивов и снижает рабочий ресурс подшипников. При перенатяжении ремней повышается нагрузка на все элементы ременной передачи, что приводит к ускоренному износу ремней, шкивов и подшипников, ремни быстро растягиваются и требуют дополнительного технического обслуживания.
Работа оборудования с несоосностью шкивов может привести к:
- повышенному уровню вибрации и шума агрегата
- увеличению сил трения и, следовательно, повышению энергопотребления
- нагреву подшипников
- вытеканию смазки
- повреждению несущих конструкций, обрыву анкерных болтов
- преждевременному выходу из строя шкивов и ремней, подшипниковых узлов, корпусных сальниковых уплотнений
- выпуску некачественной продукции
- аварийному останову механизма, линии, завода
- незапланированному простою предприятия.
Проведение работ по выверке шкивов включает в себя:
1. Cбор и анализ технической информации об оборудовании:
- наименование и технологический номер агрегата
- кинематическая схема агрегата
- производитель и тип профиля ремней
- наличие ограничений для установки измерительной системы
- допуски по выверке шкивов от производителя оборудования
2. Проведение замеров на оборудовании (оценка величин несоосности):
- установка измерительных модулей и проведение измерений
- общая оценка результатов замеров
- принятие решения о проведении выверки шкивов.
3. Проведение выверки шкивов:
- регулировка положения шкивов до получения значений угловой несоосности и параллельного смещения в пределах требуемых допусков
- проведение натяжения ремней с требуемым усилием
- проведение повторного замера для подтверждения результата.
4. Составление отчета:
- обозначение цели работ
- краткое описание процесса выполненных работ
- подготовка и предоставление графического материала (фотографии)
- приведение численных результатов проведения выверки
- предоставление заключения по выполненным работам
- выработка рекомендаций
- заверка отчета печатью и подписями исполнителей работ.